
Корзина
ОформитьСловарь терминов 3D-печати для новичков



Погружение в мир 3D-печати с вашим новым Anycubic Kobra 3 может показаться путешествием в страну с незнакомым языком. Экструдер, ретракт, слайсер, воблинг — эти слова могут сбить с толку любого новичка. Этот словарь создан, чтобы стать вашим надежным переводчиком и проводником. Он решает одну из главных проблем начинающего мейкера — информационный барьер. Поняв терминологию, вы сможете уверенно следовать инструкциям, эффективно решать проблемы с печатью и общаться на одном языке с огромным сообществом энтузиастов 3D-печати. Это ваш первый и самый важный шаг к полному освоению возможностей вашего Kobra 3.
Основные компоненты принтера (Железо)
Понимание того, из чего состоит ваш Anycubic Kobra 3, — ключ к его обслуживанию и модернизации.
- Экструдер (Extruder): Узел, отвечающий за подачу пластиковой нити (филамента) в нагревательный блок. Anycubic Kobra 3 оснащен экструдером типа Direct Drive, где механизм подачи расположен прямо над хотэндом, что обеспечивает лучший контроль над подачей, особенно при печати гибкими пластиками.
- Хотэнд (Hotend): «Горячий конец» экструдера, где филамент плавится до нужной температуры. Состоит из радиатора, термобарьера, нагревательного блока и сопла.
- Сопло (Nozzle): Латунная или стальная деталь с калиброванным отверстием, через которое расплавленный пластик выдавливается на рабочий стол. Стандартный диаметр для Kobra 3 — 0.4 мм.
- Рабочий стол (Build Plate / Bed): Поверхность, на которой формируется модель. У Kobra 3 стол оснащен гибкой магнитной пластиной с PEI-покрытием, которое обеспечивает отличную адгезию.
- Оси (X, Y, Z): Три перпендикулярные оси, по которым перемещается печатающая головка (X, Y) и рабочий стол (Z), формируя трехмерный объект.
- Концевик (Endstop): Механический или оптический датчик, который сообщает принтеру о достижении начальной или конечной точки по одной из осей.
Процесс печати и его параметры (Софт)
Эти термины вы будете постоянно встречать в программе-слайсере при подготовке модели к печати.
- Слайсер (Slicer): Программное обеспечение (например, Cura, PrusaSlicer), которое «нарезает» 3D-модель (в формате STL, OBJ, 3MF) на сотни или тысячи горизонтальных слоев и преобразует их в G-код, понятный принтеру.
- G-код (G-code): Язык команд, управляющий всеми движениями и действиями принтера: температурой, скоростью, подачей пластика и т.д.
- Адгезия (Adhesion): Сцепление первого слоя модели с поверхностью рабочего стола. Плохая адгезия — одна из самых частых причин неудачной печати.
- Ретракт (Retraction): Втягивание филамента обратно в экструдер при перемещении сопла над пустым пространством. Эта настройка помогает бороться с «паутиной» (stringing) на модели.
- Высота слоя (Layer Height): Толщина каждого отдельного слоя. Меньшая высота (например, 0.12 мм) дает более гладкую и детализированную поверхность, но увеличивает время печати. Большая высота (0.28 мм) печатает быстрее, но слои более заметны.
- Заполнение (Infill): Внутренняя структура модели, которая придает ей прочность. Задается в процентах (от 0% — полая модель, до 100% — литая).
- Каймa (Brim) и Подложка (Raft): Вспомогательные построения для улучшения адгезии. Кайма (Brim) — это несколько линий пластика вокруг основания модели. Подложка (Raft) — это полноценная «плот» из нескольких слоев под всей моделью.
Материалы для печати (Филамент)
Выбор правильного пластика — половина успеха.
- Филамент (Filament): Пластиковая нить, поставляемая в катушках, которая служит «чернилами» для 3D-принтера.
- PLA (ПЛА, Полактид): Самый популярный и простой в использовании материал. Биоразлагаемый, почти не пахнет при печати, не требует высоких температур. Идеален для новичков и декоративных моделей.
- PETG (ПЭТГ): Прочный, гибкий и более термостойкий, чем PLA. Отличный выбор для функциональных деталей. Требует немного более высоких температур печати.
- TPU (ТПУ, Термопластичный полиуретан): Гибкий, резиноподобный материал. Используется для печати чехлов для телефонов, прокладок, гибких деталей. Требует медленной скорости печати.
Частые заблуждения и полезные советы
Начиная свой путь, легко запутаться. Вот несколько советов, которые помогут избежать типичных ошибок:
- Ошибка: Игнорировать калибровку. Многие новички полагаются только на автоматическое выравнивание (на Kobra 3 это система LeviQ) и забывают про ручную калибровку Z-Offset (расстояние от сопла до стола). Неправильный Z-Offset — главная причина плохой адгезии. Всегда настраивайте его при смене сопла или филамента.
- Ошибка: Думать, что все филаменты одинаковы. Даже PLA от разных производителей может требовать разных настроек температуры и ретракта. Всегда печатайте тестовые модели (температурную башню, тест ретракта) для каждой новой катушки.
- Совет: Не бойтесь слайсера. Изучите основные настройки: температуру сопла и стола, скорость печати, высоту слоя и ретракт. Не меняйте все сразу. Изменяйте по одному параметру за раз, чтобы понять, как он влияет на результат.
- Совет: Содержите рабочее место в чистоте. Протирайте рабочий стол изопропиловым спиртом перед каждой печатью для идеальной адгезии. Следите, чтобы на филамент не попадала пыль, которая может забить сопло.
Этот словарь — ваш фундамент для успешной 3D-печати на Anycubic Kobra 3. Не бойтесь экспериментировать, задавать вопросы и изучать новое. Со временем эти термины станут для вас такими же привычными, как и для опытных мейкеров. Теперь, когда вы вооружены знаниями, изучите наши подробные руководства по настройке и решению проблем, чтобы получить максимум от вашего 3D-принтера.
Отзывы (0)
Рекомендуемые статьи

Пошаговая инструкция по сборке Anycubic Kobra 3
- 0 отзывов
Поздравляем с приобретением Anycubic Kobra 3! Этот принтер способен создавать невероятные вещи, но п..
Подробнее..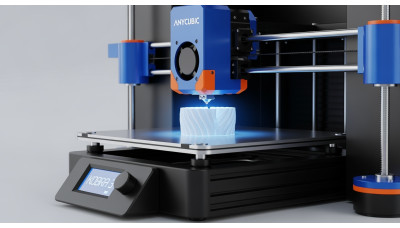
Все о системе автокалибровки LeviQ 3.0
- 0 отзывов
Идеальный первый слой — залог успешной 3D-печати. Многие новички тратят часы на мучительную ручную к..
Подробнее..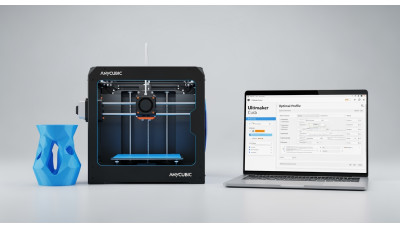
Как настроить Cura для Kobra 3 Combo
- 0 отзывов
Правильная настройка слайсера — это 50% успеха в 3D-печати. Хотя Anycubic предлагает собственный сла..
Подробнее..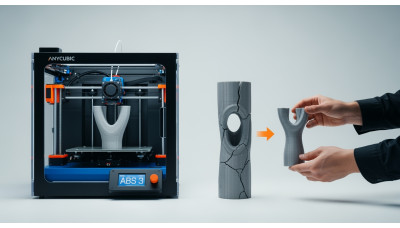
Печать ABS и ASA: нужна ли термокамера?
- 0 отзывов
Многие владельцы Anycubic Kobra 3, освоив печать простыми пластиками вроде PLA, рано или поздно заду..
Подробнее..Рекомендуемые товары



