
Корзина
ОформитьКалибровочные модели: кубики, башни, тесты ретракта



Даже самый современный 3D-принтер, такой как Anycubic Kobra 3, требует тонкой настройки для достижения идеального качества печати. Автоматическая калибровка — это прекрасная отправная точка, но для раскрытия полного потенциала устройства и работы с разными видами пластика необходимы более точные инструменты. Именно здесь на помощь приходят калибровочные модели. Это специально разработанные 3D-объекты, печать которых позволяет быстро диагностировать и устранить самые распространенные проблемы: неточность размеров, артефакты поверхности, "паутину" и многое другое. Эта статья — ваш гид по трем основным типам тестовых моделей, которые должен иметь в своем арсенале каждый владелец Kobra 3.
Калибровочный куб (XYZ Calibration Cube): Ваш эталон точности
Это, пожалуй, самая известная и важная тестовая модель. Обычно это простой куб размером 20x20x20 мм. Его задача — помочь вам проверить и настроить геометрическую точность принтера.
- Что проверяем:
- Точность размеров: Соответствуют ли реальные размеры напечатанного куба заданным (20 мм по осям X, Y и Z).
- Перпендикулярность осей: Нет ли перекосов, ровные ли углы.
- Качество поверхности: Наличие артефактов, таких как "эхо" (ghosting/ringing) или пропуски слоев.
- Экструзия: Равномерность подачи пластика, отсутствие недоэкструзии или переэкструзии.
Как использовать:
- Скачайте стандартную модель XYZ Calibration Cube с любого популярного ресурса (Thingiverse, Printables).
- Нарежьте (слайсируйте) модель в вашем слайсере (например, PrusaSlicer или Cura) со стандартными настройками для вашего пластика (например, PLA).
- Напечатайте куб на вашем Anycubic Kobra 3.
- После остывания модели вооружитесь штангенциркулем (желательно цифровым) и измерьте каждую сторону.
- Если размеры отличаются от 20 мм (например, 20.3 мм или 19.8 мм), это может указывать на необходимость калибровки шагов моторов (steps/mm) или проверки натяжения ремней. Если вы видите волны на стенках после углов, стоит поработать над параметром Input Shaping (компенсация резонансов), который есть в Kobra 3.
Температурная башня (Temp Tower): Поиск идеальной температуры
Каждый тип и даже каждый цвет пластика от разных производителей имеет свою оптимальную температуру печати. Печать слишком горячим пластиком приводит к "соплям", плохим мостам и наплывам, а слишком холодным — к плохой межслойной адгезии и хрупкости модели. Температурная башня решает эту проблему.
- Что проверяем:
- Качество поверхности: Глянцевая или матовая поверхность на разных температурах.
- Прочность (адгезия слоев): Попробуйте сломать секции башни, чтобы оценить прочность.
- Образование "паутины" (Stringing): Наличие тонких нитей пластика.
- Качество мостов (Bridging) и нависаний (Overhangs): Как принтер справляется с печатью в воздухе и под углом.
Как использовать:
- Найдите модель Temp Tower, подходящую для вашего типа пластика (например, PLA 190-230°C).
- Важно: Просто напечатать STL-файл недостаточно. Вам нужно использовать специальный скрипт в слайсере для изменения температуры на определенных слоях. В PrusaSlicer и Cura есть встроенные инструменты для этого (Post Processing Scripts -> ChangeAtZ или аналогичные).
- Запустите печать. Принтер будет автоматически менять температуру сопла по мере роста башни.
- Внимательно осмотрите готовую модель. Выберите температурный диапазон, где наилучший баланс между качеством поверхности, отсутствием дефектов и прочностью. Для Kobra 3 и стандартного PLA это часто диапазон 200-215°C.
Тест ретракта (Retraction Test): Победа над "паутиной"
"Паутина" или "волосатость" (stringing) — это тонкие нити пластика, которые тянутся за соплом при перемещении между двумя отдельными частями модели. Это происходит из-за того, что пластик продолжает вытекать из сопла под действием силы тяжести. Ретракт (втягивание) — это механизм, который отводит нить филамента назад, чтобы снизить давление в сопле. Тест ретракта помогает идеально настроить этот параметр.
- Что проверяем:
- Наличие или отсутствие нитей между элементами модели.
- Качество поверхности в местах, где начинаются и заканчиваются перемещения.
Как использовать:
- Скачайте любую популярную модель для теста ретракта (обычно это две или более тонких колонны на расстоянии друг от друга).
- Anycubic Kobra 3 оснащен экструдером типа Direct, что означает короткий путь филамента. Для таких систем требуются небольшие значения ретракта. Начните с таких параметров:
- Длина ретракта (Retraction Distance): 0.8 мм
- Скорость ретракта (Retraction Speed): 40 мм/с
- Напечатайте модель. Если паутина все еще есть, попробуйте немного увеличить длину (с шагом 0.1-0.2 мм) или скорость (с шагом 5 мм/с). Не ставьте слишком большие значения, это может привести к засорению сопла.
- Ваша цель — найти минимальные значения длины и скорости, при которых паутина полностью исчезает.
Частые ошибки и советы
При работе с калибровочными моделями новички часто допускают одни и те же промахи. Избегайте их, и процесс настройки пройдет гораздо быстрее. Главная ошибка — изменять несколько параметров одновременно. Если вы поменяли и температуру, и скорость ретракта, вы не поймете, что именно повлияло на результат. Всегда меняйте только один параметр за один тестовый отпечаток. Также помните, что для каждого нового рулона или типа пластика (PLA, PETG, TPU) калибровку, особенно температурную башню, нужно проводить заново. И не забывайте использовать точный измерительный инструмент (штангенциркуль) для кубика — линейка здесь не поможет.
В заключение, калибровочные кубики, температурные башни и тесты ретракта — это не разовая процедура, а регулярный ритуал для поддержания высокого качества печати на вашем Anycubic Kobra 3. Потратив немного времени на эти простые тесты, вы сэкономите часы работы и метры филамента в будущем, избегая неудачных отпечатков. Освоив эти базовые инструменты калибровки, вы сможете уверенно браться за самые сложные и детализированные проекты. Изучите другие наши руководства, чтобы раскрыть весь потенциал вашего 3D-принтера!
Отзывы (0)
Рекомендуемые статьи
Сравнение Kobra 3 Combo и Kobra 2 Pro: стоит ли обновляться?
- 0 отзывов
Выход нового поколения 3D-принтеров всегда вызывает волну обсуждений: что нового, насколько это лучш..
Подробнее..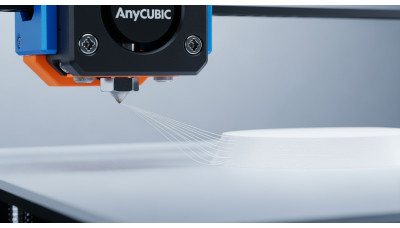
Настройки печати PETG: как избежать соплей и паутины
- 0 отзывов
PETG — один из самых популярных материалов в 3D-печати, и на то есть веские причины. Он сочетает в с..
Подробнее..
Как заменить хотэнд в сборе
- 0 отзывов
Хотэнд (Hotend) — это сердце вашего 3D-принтера, узел, отвечающий за плавление пластика и его подачу..
Подробнее..Рекомендуемые товары



